Sedang mencari solusi pelapisan atau lining berkinerja tinggi?
Baik itu pelapisan fluoropolimer untuk perlindungan korosi maupun lining kemurnian tinggi untuk peralatan penting, kami siap membantu Anda menemukan solusi yang tepat.

Dari pemeriksaan visual hingga uji ketebalan, ChiNaite memastikan bahwa setiap pelapisan fluoropolimer memenuhi standar tertinggi industri.
Di ChiNaite, pengendalian mutu berfokus pada integritas dan performa dari solusi pelapisan dan lining fluoropolimer kami. Sejak tahun 2014, kami telah menerapkan sistem penelusuran produk secara menyeluruh. Setiap material pelapisan dan lining yang digunakan, proses yang diterapkan, serta operator yang terlibat didokumentasikan dan dapat dilacak. Pendekatan ini membantu kami memastikan kualitas yang konsisten di seluruh layanan pelapisan dan lining yang kami sediakan.
Seluruh peralatan yang telah dilapisi dan dilining akan melalui pemeriksaan ketat sebelum meninggalkan fasilitas kami. Pemeriksaan meliputi uji holiday spark, pemeriksaan delaminasi, inspeksi visual dengan pencahayaan, uji daya lekat, evaluasi visual, dan pengukuran ketebalan pelapisan — semuanya dilakukan sesuai dengan standar internal maupun nasional. Tujuannya adalah untuk menjamin ketahanan korosi jangka panjang, kemurnian tinggi, dan keutuhan permukaan untuk aplikasi-aplikasi yang sangat menuntut.
| Jenis Tes | Lingkup Pengujian | Standar yang Diterapkan | Nilai Referensi | Kriteria Kegagalan |
| Ketebalan pelapisan | 70% dari permukaan | GB/T 26501-2011 | 0.8mm ± 0.2mm | Ketebalan minimum < 0,6 mm |
| Inspeksi visual | Seluruh area | GB/T 26501-2011 | Memenuhi 100% standar | Gelembung, meleleh, retak |
| Uji daya lekat (adhesi) | 5% (area flensa) | Standar industri dan perusahaan | Potongan strip 10 mm × 60 mm | Mengelupas, daya lekat buruk |
| Holiday park test | Seluruh area | GB/T 23711.1-2019 | Memenuhi 100% standar | Pinhole atau percikan listrik |
Pemeriksaan Ketebalan Pelapisan
Pengukur ketebalan pelapisan non-magnetik digunakan untuk memeriksa beberapa titik di permukaan. Ini memastikan bahwa lapisan yang diaplikasikan memenuhi persyaratan ketebalan yang telah ditentukan di seluruh area.
Inspeksi Visual Permukaan
Teknisi memeriksa permukaan pelapisan untuk melihat apakah terdapat masalah visual seperti ketidakkonsistenan warna, gelembung, ketidakrataan, meleleh, atau retakan, guna menjamin hasil akhir yang halus dan merata.

Uji Daya Lekat (Adhesi)
Panel uji yang dibakar bersamaan dengan peralatan dipotong (10 mm × 60 mm) lalu dikupas secara manual. Jika pelapisan tetap menempel tanpa terkelupas, maka dinyatakan lulus.

Holiday Spark Test
Alat uji holiday spark frekuensi rendah DC digunakan pada 5000V. Probe digerakkan secara vertikal di sepanjang pelapisan (ketebalan 0,6–1 mm) dengan kecepatan kurang dari 50 mm/detik. Jika tidak ada percikan putih, maka hasilnya lulus.
| Jenis Tes | Lingkup Pengujian | Standar yang Diterapkan | Nilai Referensi | Kriteria Kegagalan |
| Ekstraksi vakum dan injeksi uap (untuk lining dalam) | Seluruh area | Standar Industri & Internal | Tidak ada deformasi atau kebocoran | Menggembung atau kebocoran terlihat |
| Uji tahan listrik pada permukaan yang dilining | Seluruh area | GB/T 26501-2011 | Memenuhi 100% standar | Di bawah batas minimum |
| Uji spark internal untuk lining wadah | Seluruh area | GB/T 23711.1-2019 | Lulus 15 kV – | Terlihat percikan listrik (arc) |
| Deteksi pinhole/nozzle (uji spark area nozzle) | Seluruh area | GB/T 23711.1-2019 | Lulus 15 kV – | Terlihat percikan listrik (arc) |
| Uji kebersihan permukaan area lining | Seluruh area | GB/T 23711.1-2019 | Memenuhi 100% standar | Kontaminasi atau residu terlihat |
| Inspeksi cahaya sambungan las (untuk lining PFA) | Area sambungan las pada lining PTFE | Standar Industri & Internal | Tidak ada deformasi atau kebocoran | Menggembung atau kebocoran terlihat |
| Jenis Tes | Lingkup Pengujian | Standar yang Diterapkan | Nilai Referensi | Kriteria Kegagalan |
| Pengukuran ketebalan pelapisan | 70% dari area permukaan | GB/T 26501-2011 | 0.8 mm ± 0.2 mm | Titik mana pun < 0,6 mm |
| Inspeksi visual permukaan | Seluruh area | GB/T 26501-2011 | Memenuhi standar visual | Gelembung, meleleh (sagging) |
| Uji daya lekat (adhesi) | 5% area dekat flensa | Spesifikasi industri & internal | 10 mm × 60 mm strip cut | Mengelupas atau daya lekat lemah |
| Spark test | Seluruh area | GB/T 23711.1-2019 | Tidak ada percikan/arc terdeteksi | Arc atau cacat pinhole |

Pemeriksaan Ketebalan Pelapisan
Alat ukur ketebalan non-magnetik digunakan untuk memverifikasi apakah pelapisan memenuhi ketebalan yang disyaratkan pada berbagai titik di seluruh permukaan.

Inspeksi Visual
Permukaan pelapisan diperiksa secara visual untuk mendeteksi cacat seperti perubahan warna, gelembung, tekstur tidak rata, meleleh (sagging), atau retakan.
Uji Daya Lekat (adhesi)
Panel uji dimasukkan ke dalam oven bersama dengan peralatan yang dilapisi. Setelah proses pengeringan (curing), strip berukuran 10 mm × 60 mm dipotong pada permukaan pelapisan. Jika strip tersebut tidak dapat dikupas dengan tangan, maka uji dianggap lulus.

Spark Test
Untuk pelapisan dengan ketebalan antara 0,6 dan 1 mm, digunakan alat uji spark DC frekuensi rendah. Pengujian dilakukan pada tegangan 5000V, dengan probe digerakkan sepanjang permukaan pada kecepatan kurang dari 50 mm/s. Agar lulus uji, tidak boleh muncul percikan putih.
| Jenis Tes | Lingkup Pengujian | Standar yang Diterapkan | Nilai Referensi | Kriteria Kegagalan |
| Deteksi pinhole/nozzle (spark test) | Pengujian menyeluruh | GB/T 23711.1-2019 | 15 kV, lulus uji | Terdeteksi percikan listrik atau arc |
| Uji delaminasi (ketukan palu) | Pengujian menyeluruh | Standar internal dan industri | Seluruh permukaan lining | Suara hampa atau nada tidak merata |
| Inspeksi cahaya untuk sambungan las | Area sambungan las PTFE | Standar internal dan industri | Area sambungan las PTFE | Bintik putih atau las tidak rata |
| Spark test pada tambalan | Pengujian menyeluruh | GB/T 23711.1-2019 | 15 kV, lulus uji | Terdeteksi percikan listrik atau arc |
Detail Inspeksi

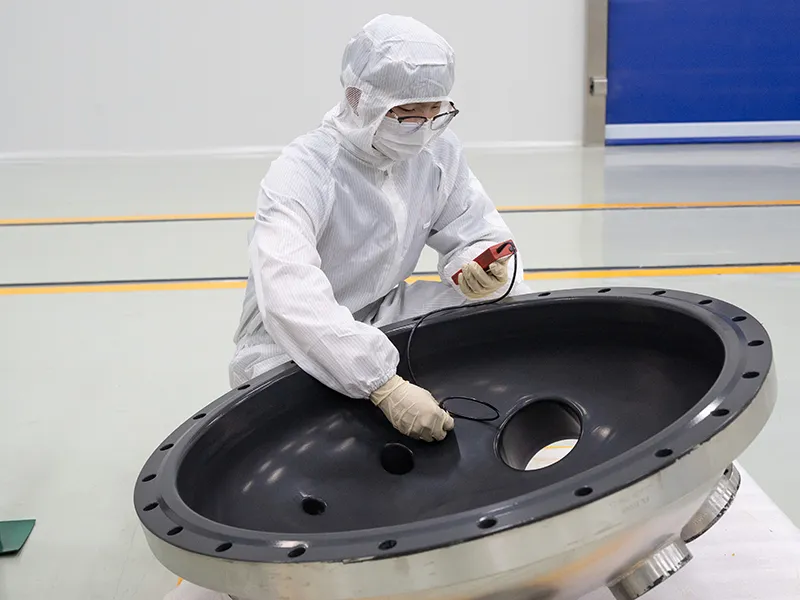
Spark Test pada Permukaan Lining
Untuk lining dengan ketebalan sekitar 3 mm, alat uji spark DC frekuensi rendah disetel pada 15.000 V. Probe digerakkan secara vertikal di sepanjang permukaan dengan kecepatan di bawah 50 mm/s, mencakup 100% area lining. Jika tidak ada percikan putih (arc) yang terlihat, maka pengujian dianggap lulus.

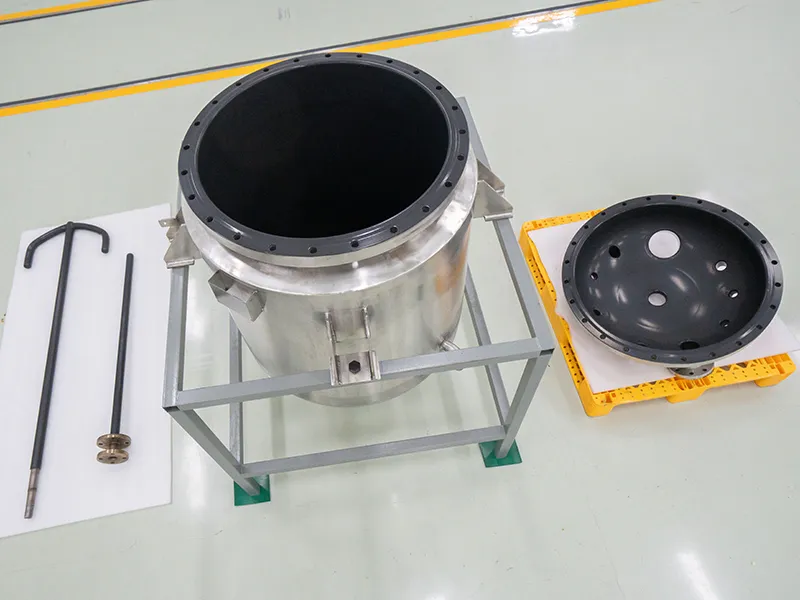
Uji Delaminasi
Palu karet digunakan untuk mengetuk secara perlahan di sepanjang permukaan lining. Jika terdengar suara tumpul yang tidak biasa, hal ini dapat mengindikasikan adanya pelepasan atau rongga di bawah lining. Suara yang jelas dan nyaring umumnya menandakan daya rekat yang baik. Metode ini digunakan untuk mendeteksi kegagalan adhesi yang tersembunyi.

Uji Cahaya pada Sambungan Las
Sumber cahaya khusus digunakan untuk memeriksa sambungan las. Pengujian ini difokuskan untuk mengidentifikasi ketidaksempurnaan pasca proses pengelasan. Saat menggunakan material tembus cahaya seperti PTFE, sambungan berkualitas tinggi tidak akan menunjukkan pola cahaya yang tidak merata. Metode ini efektif untuk mendeteksi inkonsistensi pengelasan.

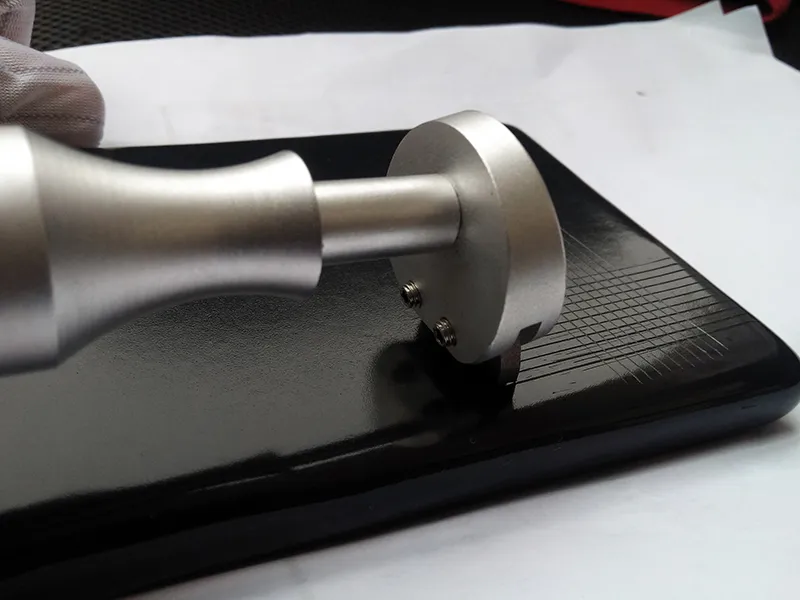
Deteksi Pinhole/Nozzle
(spark test)
Baik itu pelapisan fluoropolimer untuk perlindungan korosi maupun lining kemurnian tinggi untuk peralatan penting, kami siap membantu Anda menemukan solusi yang tepat.